


8x1的不銹鋼管,管板厚度為25mm,開槽強度脹接,打壓要求15公斤30分鐘無泄漏,脹接壓力為180mpa即:1800公斤.







液壓脹接拉力測試:

脹接壓力參考值:

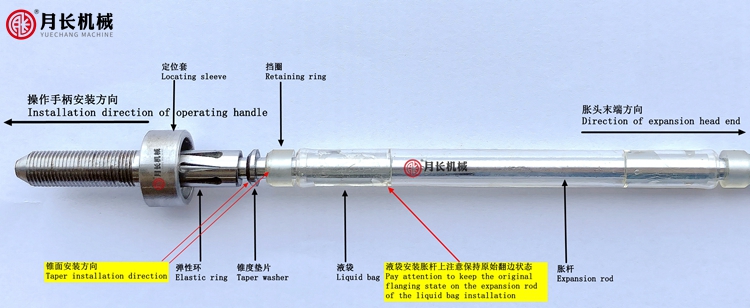
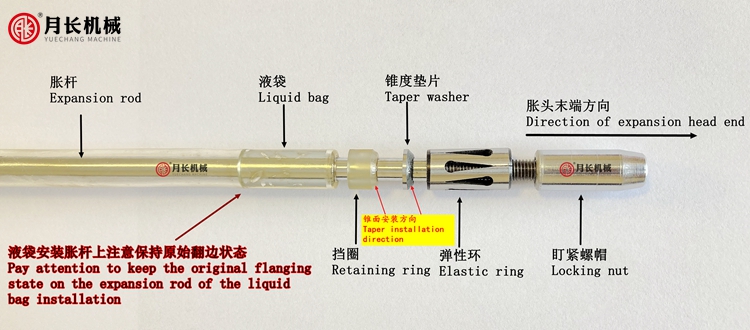
液壓脹管機專用黑膠一體式液壓脹管器脹頭,安裝更換方便快捷,省時省力!可以根據(jù)用戶需求定制脹管器脹頭。
正常螺紋為:M10x1,也可定制M18x1.5螺紋或其它任意型號螺紋。
脹頭使用說明
本脹頭為脹管機專用配件,是脹管機完成脹接的關鍵部件,在使用本脹頭時,應該滿足以下幾點要求:
1、 正式脹接前,空載開機預熱機器3-5分鐘。
2、 脹管前必須清除換熱器端部的銳口和毛刺,以免損壞脹頭。
3、 在安裝或更換脹桿前,采用注射器或其它方法,使脹桿內充滿水或所選的脹管介質,排除脹桿內的空氣。
4、 在每次更換安裝軟管、脹頭,必須排空超高壓系統(tǒng)內的空氣,并及時補充脹管介質,以免影響工作效率并保證操作安全。
5、 脹接時換熱器脹接孔的延長線上(換熱器對面)不得站人,否則應用鋼板或其它方法進行防護。
6、 對于部分無法插入脹頭的管口,可以將脹頭的外圓磨小,管子的內直徑與脹頭的外徑之間的間隙應不超過0.3毫米,過大的間隙將降低脹頭的使用壽命。
7、 脹管操作過程中,必須待完全卸壓后,才能拔出脹頭。在脹接壓力未完全卸除前,嚴禁拔出脹頭,否則會嚴重損壞脹桿。
8、 在插入或拔出脹頭時,嚴禁扭動脹頭。
9、 禁止在脹桿插入管孔前或尚未全部插入管孔內,就進行脹接操作,以免損壞脹桿。
使用壽命
1、脹桿的壽命是在總間隙(管板孔內徑與換熱管外徑的間隙及換熱管內徑與脹桿外徑間的間隙之和)控制在0.6-0.8mm之間實現(xiàn)的。因此,總間隙﹤0.6mm,壽命會更長;總間隙﹥0.8mm,壽命會降低;總間隙﹥1mm,壽命會更低些。
2、脹桿的壽命是一個平均值,相同規(guī)格時,數(shù)量越多,平均壽命越長,反之則越短,10支以下無法確保壽命;不同規(guī)格時,管徑越大,平均壽命越長,反之則越短;不同長度時,脹桿越長,平均壽命越短,反之則越長。
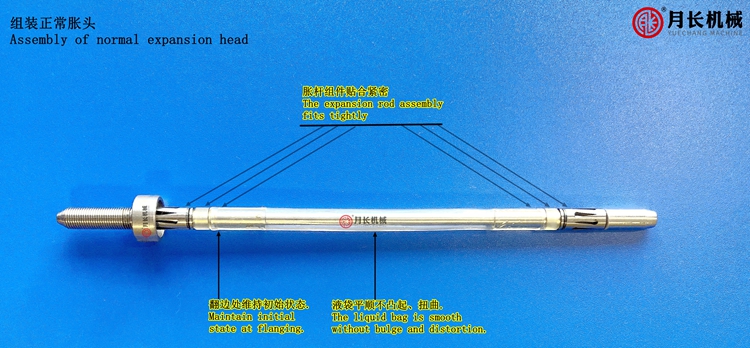
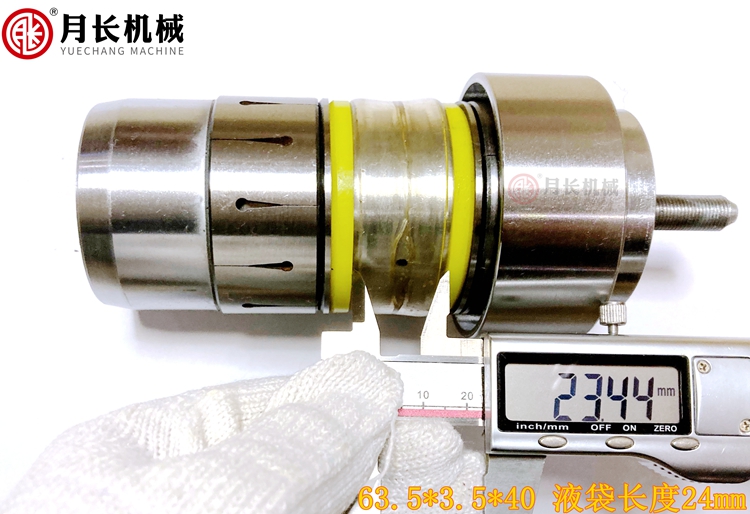
3、在實施強度脹接時,脹桿液袋(橡膠部分)兩邊邊緣都必須控制在離管板槽邊緣 8mm以上,嚴防液袋邊緣膠接處脹在槽中,否則會嚴重影響脹桿壽命。
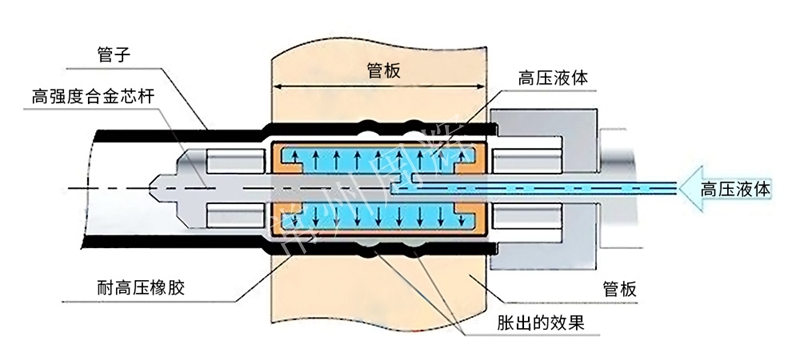
液袋式液壓脹管機的工作原理:
液袋式液壓脹管技術利用增壓原理,產(chǎn)生足以使換熱管產(chǎn)生塑性變形的超高壓脹管膨脹壓力,該壓力通過彈性液袋作用于換熱管內壁,使換熱管發(fā)生塑性變形,與管板產(chǎn)生過盈而脹接于管板孔內。運用常州周輝提供的液壓脹管機和液壓脹管器脹頭,脹接加工過程是極為簡單的,管子插入管板組裝完畢后,將脹頭插入管孔中合適的位置,按下脹接操作手柄上升壓按鈕,脹管機即可自動根據(jù)設定的脹接壓力完成脹接的加壓、保壓、卸壓等工作過程。
綜上:液袋式脹管器是液壓脹管器的一種,屬于柔性脹接工藝。
液袋式液壓脹管技術特點
1、不易形成過脹;
2、脹接質量均勻可靠;
3、可對任意管板厚度的換熱器進行全程脹接;
4、脹后管子殘余應力低;
5、脹管介質對接頭無污染;
6、勞動強度低,生產(chǎn)效率高;
7、對換熱管的尺寸精度要求低;
8、換熱管脹接作用中無損傷,不產(chǎn)生軸向伸長。
液壓脹工藝與傳統(tǒng)機械脹工藝效果對比:
1、機械脹屬于硬擠壓脹接工藝,由脹珠高速滾壓促使管子變形而實現(xiàn)脹接,1.1滾珠接觸面脹接過程中會對管子內壁造成損傷;1.2滾珠末端沒有脹接到的管子內壁會形成一圈臺階。液壓脹工藝絕對完全避免此類現(xiàn)象!
2、機械脹工藝會把管壁減薄;液壓脹工藝完全避免此類現(xiàn)象!
3、機械脹工藝在脹管過程中會給管內造成污染現(xiàn)象;液壓脹工藝完全避免此類現(xiàn)象!
4、機械脹操作手柄較笨重(基本上重量為18kg左右);液壓脹操作手柄重量僅為0.8kg!
5、工作效率:機械脹一個工人8小時單班大概能脹接260個管孔;液壓脹一個工人單班8小時輕松脹接3000個管孔。
6、液壓脹效果均勻,效果佳。





